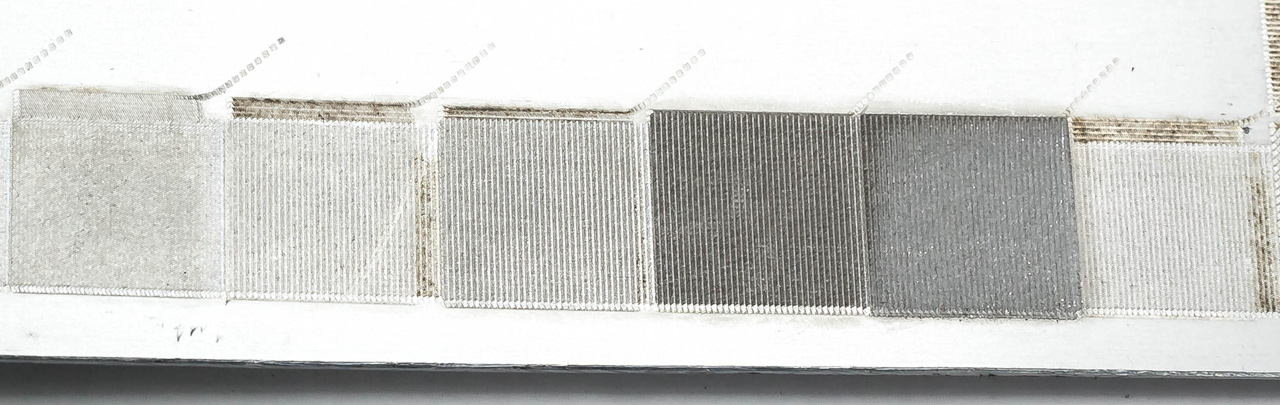
Laser Surface Structuring
Surface structuring technology has been increasingly applied to a variety of manufacturing sectors in the last 30 years.
Surface structuring technology has been increasingly applied to a variety of manufacturing sectors in the last 30 years. However, there remain some applications have not yet been exploited in the market as the technology is diversified across many industries, uses and engineering disciplines. In metals, the following uses of lasers in surface structuring are being adopted with good technical characteristics.
Adhesive and paint bonding enhancement
It is a common practice in the paint industry to abrade a surface prior to applying a primer paint or a coating. The practice is also used in many cases where inadequate adhesive strength is achieved on an un-treated surface. Whether the practical benefit arises from the increase of surface area created by abrasion or the creation of new surface by removing oxides and contaminants, q-switched lasers can offer suitable solutions. By compressing energy in pulses of a few tens of nanoseconds long, the peak power of each pulse reaches beyond the 1 megawatt mark, capable of evaporating the first few micrometers of any metallic surface or annihilating any surface contaminants like oils, particles, dirt, oxides, etc.
The process can create new fresh metallic surface where the adhesive surfactants can attach as per design. Alternatively, a more aggressive ablation process pattern can increase surface area by a factor of 5, or create surface features of certain shape, to enhance mechanical locking of a coating or adhesive. The Powerlase Rigel and Centauri lasers can produce several thousands of such pulses per second, thus covering large surfaces in industrially competitive rates. With the use of galvanic scanners and beam profile shaping optics, a variety of surface patterns and roughness levels can be attained. Depending on the type of adhesive, coating or substrate, improvements ranging from 2 to 8 times the bond strength have been observed. Surface coverage rates depend on the depth of surface features required, and typically range from 0.005 to 0.1 M²/min.
Hygrophobicity
There has been a lot of coverage recently on the hydrophobic nature of lotus leaves and other plants (Read: Superhydrophobic and superhydrophilic plant surfaces: an inspiration for biomimetic materials), and the various biomimetic technologies that scientists and engineers are employing in their efforts to achieve similar behaviour on manufactured materials. Hydrophobicity is typically observed as resistance to wettability or sliding of droplets from the surface, or measured as a large contact angle of water droplets on a surface. Apart from various coatings and nanoparticles that are currently being released to deliver such properties, similar effects are being demonstrated by surface structuring.
Creating micro-structured features such as protrusions, ridges, tubules, rodlets, cones and hemispheres, can promote either hydrophilicity or hydrophobicity on surfaces depending on the feature size. Typically feature sizes between 1 and 30 μm promote hydrophobicity while feature sizes between 30 and 150 μm promote hydrophilicity. Moreover, as the hydrophobic/hydrophilic nature of these surfaces does not depend on the chemical composition of these materials, like in the wax/water systems, but on the surface structure, the effect is best characterised as hygrophobicity. Hygrophobic surfaces impede wetting from any type of liquid, whether oil based, water based or a liquid based on other bipolar molecules.
The opposite property is referred to as hygrophilicity, where the liquid is attaching to the surface due to surface energy gain. Hygrophilicity by micro-structuring is a more complex case and has a higher dependency on the substrate to wetting liquid relationship. Powerlase q-switched lasers can, by surface ablation, create repeatable surface patterns and shapes of the order of a few tens of micrometers, thus promoting hygrophilicity or hygrophobicity on the surface of manufactured materials and components. The effect can be applied selectively by using automation systems such as galvanic scanners or mechanised positioning systems.
The high repetition rate and high pulse peak power combination of Powerlase lasers achieves competitive surface coverage in the order of 0.05 to 0.4 M²/min and good effectiveness in surface conversion as they are capable of inducing direct lithographic patterns on any material.
Multi-material thermal bonding
Joining metals to polymers or composites is typically approached by two methods only, adhesive bonding or mechanical fastening. In cases where neither of those can be applied, Powerlase ns pulsed lasers can offer a differentiating solution via surface structuring. The short pulses emitted at high peak powers can create a microstructure on the surface of the metal, by ablation. By then heating the polymer or composite to near its melting point and pressing it on the structured metallic surface, the metallic microstructure can penetrate into the polymer and mechanically lock onto the surface of the thermoplastic polymer or composite. The structure can be achieved in speeds of the order of 0.03 M²/min using the company’s high power 1.6kW IR lasers like Rigel i1600E.
Tissue and cell adhesion
With a wavelength in the typical region of 1 μm for the YAG and fibre based solid state lasers, Powerlase lasers are capable of generating surface features, with sizes similar to those of eukaryotic cells, i.e. in the 10 to 100 μm. Engineering such features on the surface of titanium, stainless steel, nickel, cobalt, tantalum, zirconium, magnesium and hydroxyapatite surfaces can consequently create suitably shaped cradles or scaffolding for cell adhesion and tissue build up or attachment points. Use of beam profile shaping optics or strong focusing optics can define a variety of feature shapes on the surface of these implant engineering materials with good definition and at very competitive production rates of several square centimetres per minute. Moreover, in cases where small features with high definition are required, the second and third harmonic emission lines at 532 nm and 355 nm respectively can provide a low cost of ownership solution for such a demanding production line, while maintaining competitive processing time cycles. Finally, for ceramic, polymer and hydroxyapatite based materials, the 3rd harmonic at 355 nm emitted by the Rigel u90 laser is absorbed very well and can thus be more effective in creating both small and accurately shaped features.
Friction increase
An established application here is the scribing of automotive brake discs in order to control friction. Other applications are on selective friction increase over specific areas of a surface. The process can be readily applied on most metals using the Powerlase Rigel and Centauri IR lasers. The pulsed laser process ablates shallow features on selected spots or lines across the surface, thus generating highly repeatable scribe and roughness patterns. By the use of automated beam positional systems, the patterns can be applied on selected areas of the surfaces of interest. In the case of automotive break disks, radial or spiral line are often scribed. The farrows or dimples generated, in combination with spatter material and Marangoni displaced material on the rim of the ablated sites contribute to the finished material surface. Surface coverage rates typically range from 0.002 to 0.04 M²/min. For more challenging metals like copper, gold, brass, silver and aluminium, polymers and other materials the Rigel g400 and u180 can provide best performance.
Aesthetic finish
Surface and material design is considered a significant value adding process in today’s consumer goods industries. Nanosecond pulsed lasers can today offer an easy, fast and affordable way of quickly applying varying surface finishes on goods and selected product surfaces. The process can be applied on most materials as the Powerlase lasers can achieve pulse peak powers beyond the MW mark, thus being capable of ablating and processing most materials. Powerlase systems also offer the highest average power of any nanosecond laser today in the market, instantly translating into productivity and area coverage. Process speeds reach up to 2 M²/min depending on the pattern required.